(Сегодня я бы получил те же результаты быстрее, чем за 2 месяца.)
Вступление

ЗНАКОМСТВО
ШАГ номер 1 в моей работе — изучить как устроена производственная система предприятия:
- из каких участков состоит;
- как загружается каждый из них;
- как устроена система планирования;
- какова система передачи информации между отделами;
- поиск потерь, мешающих росту производительности – временнЫх информационных, материальных.
День провел на предприятии почти молча, иногда подходя к рабочим, чтобы задать им пару уточняющих вопросов.
С управленцами специально не общаюсь до того, как не изучу состояние дел, чтобы мы могли обсуждать производство на равных.
Я видел потери на каждом участке, но лидером был участок СВАРКИ.
Больше всего потерь было на нем — сварщики бродили, перемещались к стеллажу с комплектацией и обратно, собирали комплектацию, ждали тележку, мостовой кран или шли на заготовку и сообщали, что чего не хватает, просили срочно вырезать недостающую деталь и ждали когда она будет готова.
Я увидел на многих участках возможность локальной оптимизации! НО! Это потом, т.к. надо оптимизировать общий выпуск продукции.
Вердикт: здесь можно увеличится минимум в 2 раза, уже знаю как…
ПОИСК ОГРАНИЧЕНИЯ СИСТЕМЫ
Точно определить ОС бывает сложно, поэтому нужно его просто взять и назначить. Это экономит время на проведение поисков и экспериментов. Часто за то же время можно назначить ОС, увеличить его мощность и переключится на следующее ОС.
Решил назначить ОС сварочный участок – участок с самым большим количеством потерь, т.к цех заготовки работал не напрягаясь, а на малярке и сборке вечно не хватало сварных деталей.
Внимание! На вашем предприятии в конкретный период времени может быть только ОДНО ограничение системы. Назначьте ограничение и начните работу по устранению потерь на нем, после чего переходите на следующий участок.
Реализация — Битва за комплект

В тот момент я подумал: легкие деньги, потому что знал один прием, который сразу ускоряет выпуск продукции и, буквально, подсвечивает потери, которые надо устранять.
Но не тут-то было. Главное ограничение оказалось совсем не там, где я его увидел…
На предприятии запуск продукции в работу осуществлялся без какой-то особой системы — назовём это “производство партиями”, а слово «комплект» было запрещено произносить.
У них была простая идея: чем больше загружу — тем больше отгружу 🙂
Практика доказывает, что чем меньше партия, тем быстрее будет произведена, и я предложил производить СГК комплектами, по 1 шт.
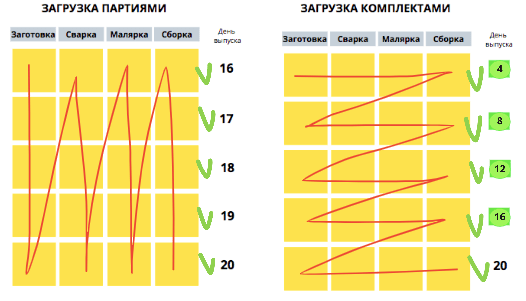
Как видно из схемы, при производстве комплектами, все комплекты, кроме последнего производятся быстрее. При увеличении партии картина повторится.
Главным врагом (ограничением) оказалось твёрдое убеждение собственников, нач. производства и всего коллектива в том, что производство партиями быстрее.
Я прочитал собственникам 3-х часовую лекцию, которая сопровождалась криками: “Я не позволю экспериментировать над моим предприятием!” и смог убедить их попробовать.
Это была далеко не последняя битва за комплект…
Задание: Посчитайте как быстрее производить в вашем случае, партиями или комплектами? Это может привести вас к интересным выводам.
РЕШИТЬ КАК ИСПОЛЬЗОВАТЬ ПОЛНОСТЬЮ
Лучше всего этот этап олицетворяет фраза Микеланджело — “Я беру глыбу мрамора и отсекаю всё лишнее”.
Задача этого этапа — устранить потери времени, материалов и передать на менее загруженные участки работы, несвойственные ОС.
Я уже писал выше, что основные потери времени на сварочном участке получались из-за:
- выдачи сменных заданий с задержкой на 1 час;
- необходимости сварщикам самостоятельно комплектовать сменные задания;
- постоянное отсутствие тех или иных деталей;
- ожидание когда на заготовке сделают недостающие детали.
Чтобы ускорить производство, нужно было устранить эти потери. Для этого я предложил выдавать сменные задания с вечера и с вечера же комплектовать их всем необходимым.
Задание! Найдите на своём ОС потери и устраните их. Сделайте так, чтобы рабочие на ОС занимались выполнением только своей работы.
ПОДЧИНИТЬ ОГРАНИЧЕНИЮ РАБОТУ ВСЕЙ СИСТЕМЫ
Вот она, та самая волшебная таблетка — ключ к наведению порядка.
Вся фирма будет работать на 100%-ную загрузку ОС. Разрозненные отделы наконец-то станут сплоченной командой, единственной задачей которой станет рост производительности ОС, а, следовательно, рост скорости производства, объёма выпуска продукции и, соответственно, прибыли.
Почему вечно срываются сроки и никогда не выполняются планы? Скорее всего, это следствие недостатка информации (вы не можете дать точных команд исполнителям).
Подчинение КБ
Поэтому первым делом я взялся за “подчинение” КБ и через 2 недели:
- закончили 3d модель;
- создали комплект чертежей;
- подготовили полный перечень операций, деталей и узлов.
Результат: это дало возможность создавать осмысленные сменные задания для участков заготовки и сварки.
Подчинение участка заготовки
Участок заготовки делал то, что ему было удобно (положили лист — режем до конца), плюс выполнял срочные задания.
Задача сделать то, что завтра будет нужно сварщикам, никогда не ставилась. Сварщики комплектовали себя сами из того, что имелось, и срочно просили что-то вырезать.
- созданы сменные задания для заготовительного участка содержащие лишь то, что завтра нужно участку сварки;
- разбили изделия на узлы и пометили все детали номерами узлов, к которым они относятся;
- начали собирать и проверять комплектацию для сварочных постов;
- доставлять паллеты с комплектацией на сварочные посты.
Результат: Подготовка и сбор комплектации для выполнения дневных заданий, ранее выполнявшаяся сварщиками, теперь выполняется на заготовительном участке.
Провели эксперимент: укомплектовали 9 сварочных постов полными комплектами деталей, и в первый же день сварочный участок выдал нам полный комплект СГК.
Таким образом было доказано, что заготовительный и сварочный участки в состоянии выпускать 1 СГК в день, что превышало предыдущие показатели ровно в 2 раза.
После завершения экспериментов пришла пора увеличения мощности работы ОС, но тут меня ждал неожиданный сюрприз.
Задание! Ответьте на вопрос: какие участки нужно подчинить ОС, чтобы повысить его эффективность
Спец. операция «точный удар»

Для начала работы по-новому все было готово.
НО! Заместитель начальника производства (далее ЗНП) категорически отказывался следовать новой логике работы и повторял, что:
- производство партиями – быстрее;
- станки должны работать на полную мощность;
- люди не должны уходить с работы раньше, даже если выполнили задание.
Думаю, он боялся, что новые методы могут навредить предприятию.
Ситуация осложнялась тем, что оба собственника и нач. производства уехали в отпуск. Я остался один на один с ЗНП.
Я решил, что сам запущу работу по новым правилам (комплектами).
РАСШИРИТЬ ОГРАНИЧЕНИЕ, УВЕЛИЧИТЬ МОЩНОСТЬ
Чтобы не терять времени до приезда собственников, я схитрил и заключил с ЗНП пари о том, что новые методы работают лучше старых, но он решил играть не по правилам:
- первый комплект выданных мной сварщикам заданий был изъят ЗНП и заменён на другой;
- не был выделен человек на проверку комплектации (2 000 деталей, разложенных для 9-и сварочных постов);
- заготовительный участок постоянно отвлекали срочными работами.
Но я не сдавался и упорно, в течение двух недель, каждый день выполнял необходимые работы, задерживаясь допоздна:
- создавал сменные задания;
- с вечера раздавал их исполнителям;
- проверял комплектность деталей для сварки;
- развозил комплекты по сварочным постам.
В субботу же и в воскресенье (тоже рабочие дни) без меня никто не выполнял эту работу, поэтому в понедельник я вновь приезжал к разбитому корыту и начинал заново.
Рабочие на участках поняли как будет работать новая система.
Сварщики даже начали возмущаться, когда в доставленном на пост комплекте не оказывалось той или иной детали, забыв о том, что ещё недавно они сами собирали комплектацию.
Наконец, из отпуска вышел начальник производства, и:

Было проведено заседание рабочей группы на котором мной была доказана эффективность новой системы работы. После этого нач. пр-ва раздал необходимые распоряжения и !О ЧУДО! со вторника всё заработало как часики.
Все ох… очень сильно были удивлены! Если раньше они с трудом делали 0,5 СГК в день, то теперь производительность выросла в 2 раза, а также:
- люди на сварочном и заготовительном участках стали уходить домой раньше;
- каждый знал что делать;
- стало проще работать;
- исчезли переработки.
Таким образом удалось расширить ОС.
Задание! Посчитайте на сколько у вас можно увеличить объем выпуска, если сделать все предыдущие задания.
ПРИ ПРЕОДОЛЕНИИ ОГРАНИЧЕНИЯ ВЕРНУТЬСЯ К ШАГУ 1
После повышения производительности сварки, малярный участок перестал справляться с возросшей нагрузкой.
Сделали так, чтобы малярный участок красил изделия комплектами, а не всё, что выходит со сварочного участка, как это было раньше.
Для этого мы пронумеровали все сваренные узлы номерами СГК, дали комплектовочную ведомость (задание) на покраску конкретного номера СГК и запретили красить то, что не соответствует номеру СГК, указанному в задании на покраску.
Малярный участок начал справляться с покраской одного комплекта СГК в смену и при этом, благодаря наличию комплектовочной ведомости, проверял полноту покрашенного комплекта и сигнализировал если узлов для СГК недоставало.
После этого ОС сместилось на сборочный участок.
Однако на этом этапе стало ясно, что при производстве 30 СГК в месяц, отдел сбыта, продающий 13 СГК в месяц, рано или поздно отстанет.
Поэтому дальше шагать по 5-и шагам мы не стали, ведь ОС встало на самое лучшее место — в конец производственной цепочки, а увеличивать сбыт более, чем в 2 раза не планировалось.
Задание! Если вы выполнили все предыдущие рекомендации, вы теперь знаете что нужно делать — повторять 🙂